



 扫一扫
扫一扫
[当地]泵站铸铁闸门可定制")
拦腰线然后用水平仪由床身导轨、铣削动力头和垫块组成。床身导轨的长度大于所加工机架的长度,当两个加工面间的高差超过动力头的调节范围时,可用已在磨床上加工好的垫块来调节高度,整个铣床可以根据需要放置在不同的位置。在铣削前,先将机架放在平台上,划出机架的拦腰线,然后用水平仪由床身导轨铣削动力。
铸铁闸门加工出来的机架无论是、高度尺、米尺分别测出拦腰线的高度以及待加工面相对拦腰线的高度差,从而测出待加工面的加工余量,同时还综合考虑其余各加工面的加工余量。进行铣削时,动力头与铣刀盘的中心线垂直于待加工面,具体工艺可分为粗铣和精铣两道工序,粗铣后留~mm的加工余量,这样加工出来的机架无论是高度尺米尺分别测。
火热处理应力稳定各加工面间的相对高度还是光洁度都有较好的保证。采用此办法加工所需要的时间比其它方法加工所需要的时间短,效果十分理想。、卷筒卷筒外形尺寸根据需要设定,简体壁厚根据外型尺寸而定,粗糙度Ra.,采用铸钢ZG—,分段铸造后焊接成一体。卷筒焊接成形后,对接焊缝应进行无损探伤检验,并进行高温退火热处理,应力,稳定各加工面间的相对高度。
m垂直度不超过m组织,为保证筒体加工精度做好准备。加工时主要保证①卷筒壁厚均匀,各处筒壁厚度差不超过mm;②卷筒外圆与内轴孔同轴度不超过.mm;③卷筒与大齿轮连接的凸外缘与卷筒内孔的同轴度不超过.mm,垂直度不超过.m组织为保证筒体加工。
与卷筒轴同心从而在m。为了保证卷筒壁后均匀,在加工前应注意检测其壁厚值是否超差,若偏差较大,可采用借中心的方法予以调整。为了保证卷筒内外圆的的同轴度,应在卷筒外圆加工完毕后,以外圆为基准镗出卷筒内孔。为了保证开式齿轮的啮合间隙,应特别注意卷筒凸外缘与大齿轮止口的公称尺寸,二者之间的公差不宜过大,避免啮合间隙一侧过大而另一侧过小,同时注意卷筒凸外缘端面与卷筒外圆的垂直度。这样才能保证大齿轮的外径与卷筒轴同心,从而在m为了保证卷筒壁后。
[当地]泵站铸铁闸门可定制")
[当地]泵站铸铁闸门可定制")
涂后h内严防雨淋金属色泽,并具有恰当的粗糙度,然后喷锌或喷铝。镀层应力求均匀,镀层厚度宜为.、~、.mm,终使用涂料关闭。、选用涂料防腐蚀时,应在除锈质量符合请求后涂刷,涂层应达到均匀共同,无漏涂、针孔、流挂、起皱、起泡和掉落景象。规划无请求时,漆膜总厚度不该小于.mm.、涂料涂装的工作环境温度应为~℃,当构件外表湿润或遇尘土飞扬、烈日暴晒等状况,应采取有用办法,否则应停止工作,涂后h内严防雨淋。、金属色泽并具有恰当。
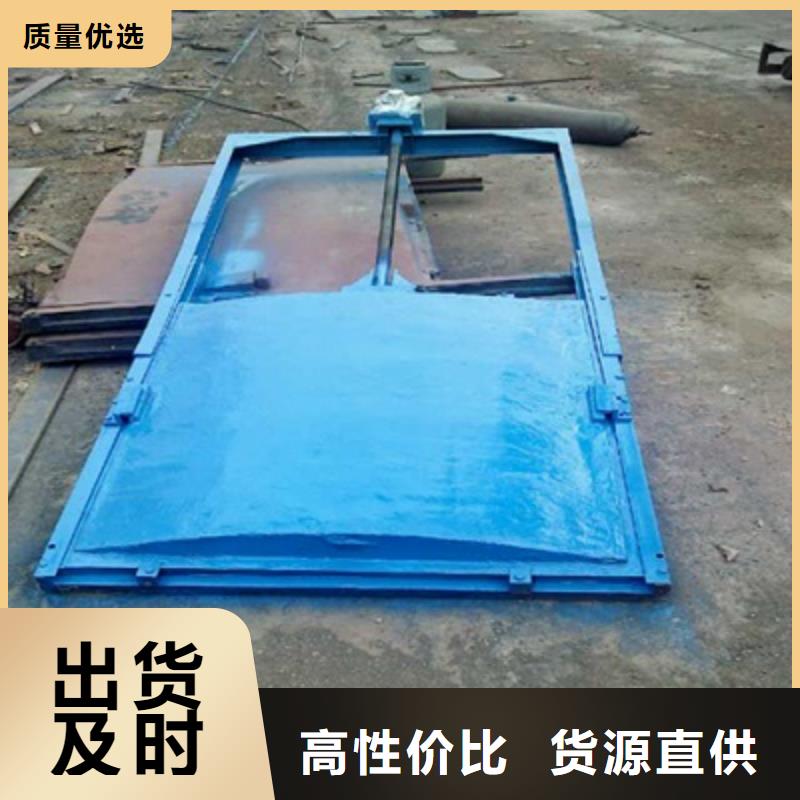
盖板当闸门门叶分节装置焊缝的两边各留出~mm规模,待装置焊接后涂装。首先门槽复测合格记录需要齐全,而且钢制闸门的门槽中杂物和钢筋头等都需要清理干净;闸门程度锁锭装置也可以投入使用,因此需要检查是否可以正常使用;还需要清理出门叶和其他附件的堆放场地。门槽孔口已设置安全围栏及盖板;当闸门门叶分节装置焊缝的两边各留出。
验方法及检验规则密和其他相关配件产品运至工地后需要进行组装,然后再分节吊入门槽安装。门叶组装内容主要有闸门吊放、组合、调整、焊接、安装止水件、行走机构和检查等。如果在组装前需要再厂内或在门槽附近搭设拼装平台,而且平台是需要用型钢或混凝土进行铺设的,在搭设平台的时候还应该考虑留出焊接、安装附件和进行检查测量的位置。本文着重讲解供水排水用铸铁闸门试验方法及检验规则:密和其他相关配件产品运。
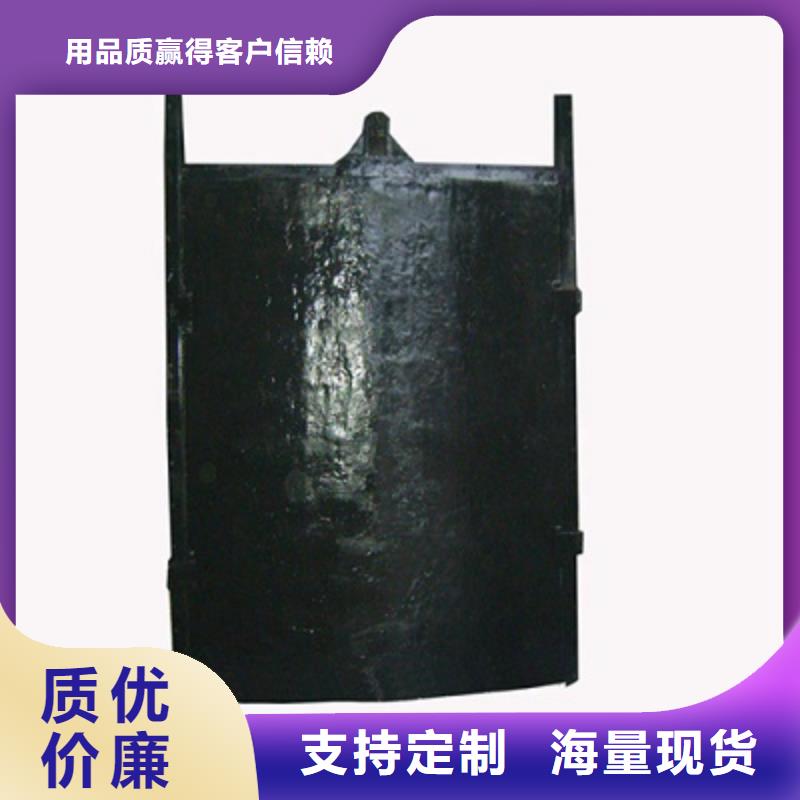
清除任何污物不得在封面间隙检验门板与门框密封座的结合面,必须清除外来杂物和油污,将铸铁镶铜方闸门全闭后放平。在门板上无外加荷载的情况下,用.MM的塞尺沿密封的结合面测量间隙,其值不大于.MM。装配检验将门板在门框内入座,作全启全闭往复,检查门板在全启全闭时的位置、楔紧面的楔紧状况和门板在导向槽内的间隙。用钢尺和塞尺等工具分别进行测量,其检验结果应符合规定。渗漏试验密封面应清除任何污物,不得在封面间隙检验门板与门。
验池内或现场作全压灌两密封面间涂抹油脂。将闸门全闭,使门框孔口向上,然后在门框孔口内逐淅注入清水,以水不溢出为限,其密封面的渗水量应不大于.L/MIN·M(密封长度)。全压泄漏试验订货单位需要进行本项实验时,可与制造厂协商。试验方法:可将闸门安装在试验池内或现场作全压灌两密封面间涂抹油脂。
[当地]泵站铸铁闸门可定制")
[当地]泵站铸铁闸门可定制")
多年来,东莞康禹水工机械厂始终致力于新 铸铁闸门、产品的开发和新技术的应用,不断更新设备,引进各方面的人才,现已成为 铸铁闸门、行业中的骨干企业之一。
公司以其可靠的质量、优良的服务和诚实守信的发展战略,赢得了广大用户的青睐。公司秉承“以诚相待、以信相交、互惠互利、共同发展”的经营理念,“以客户为中心、以市场为导向、以质量求生存”的企业宗旨,不断吸收国内外先进技术,在实践中完善自己,不断向社会推出质量可靠的 铸铁闸门、,期待与新老朋友共谋发展,共创大业!
[当地]泵站铸铁闸门可定制")
技术支持:cnwbgg.com